

模具拋光橘皮現象如何產生的
模具拋光橘皮現象如何產生的,模具在鏡面拋光過程中產生的橘皮現象,對模具表面造成很大影響,那么橘皮現象是如何產生的呢。
日常拋光過程中遇到的最大問題就是模具拋光過度,就是指拋光的時間越長,模具表面的質量就越差。模具拋光過度有兩種現象:“橘皮(料紋)”和“點蝕”。

模具不規則粗糙的表面被稱為“橘皮(料紋)”,模具產生“橘皮(料紋)”有許多的原因,常見的原因之一是由于模具表面過熱或滲碳過度而引起,拋光壓力過大及拋光時間過長是模具產生“橘皮(料紋)”的主要原因。比如:用羊毛輪拋光,拋光輪產生的熱量會很容易造成“橘皮(料紋)”。較硬的鋼材能承受的拋光壓力會大一些,相對較軟的鋼材容易發生拋光過度,研究證明產生拋光過度的時間會因鋼材的硬度不同而有所不同。
當發現表面質量拋得不好時,許多人就會增加拋光的壓力和延長拋光的時間,這種作法往往會使表面的質量變得更差。
河南中整光飾機械有限公司專業生產拋光機,拋光機械,拋光設備,自動拋光機,光飾機,去毛刺拋光機,鏡面拋光機,拋光磨料,拋光液等產品.中整光飾致力于精密零件去毛刺,光整,拋光一站式解決方案制造商。
拋光機 http://rsjss.com
上一篇:金屬表面拋光方法
下一篇:?鋁型材外殼拋光的方法
河南中整光飾機械有限公司
河南中整光飾機械有限公司專業生產:拋光機、光飾機、拋光機械、拋光設備、自動拋光機、去毛刺拋光機、鏡面拋光機、拋光磨料、拋光液等產品,中整光飾 致力于精密零件去毛刺,光整,拋光一站式解決方案制造商。竭誠為用戶提供優質的拋光設備和先進的表面拋光處理方案。
地址:鄭州上街區工業路與昆侖路交叉口 手機:13674961188 電話:0371-68122566傳真:0371-68122877
地址:鄭州上街區工業路與昆侖路交叉口
手機:13674961188
郵箱:paoguangji@126.com 業務QQ:939351328
業務QQ:939351328
豫ICP備18030715號-1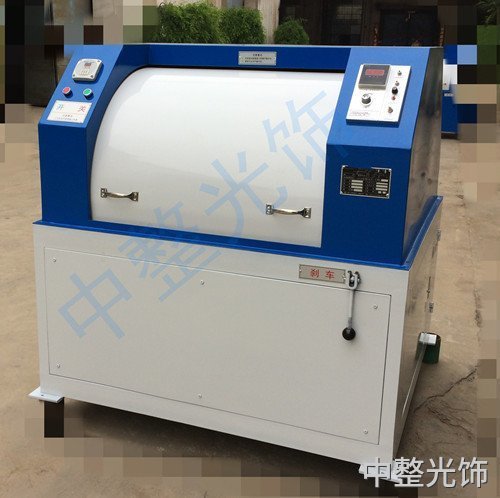






給我留言