

珩輪的設(shè)計與制作及珩齒去毛刺拋光工藝
1珩輪基體的設(shè)計和制作。
1.1珩輪基體的設(shè)計。采用剃齒刀設(shè)計軟件,針對某一要珩齒的零件熱后的各項參數(shù)設(shè)計出珩輪基體圖紙。
1.2珩輪基體材料的選擇。選用鋼材作為基體。
1.3珩輪基體的加工工藝如下:
①下料→②熱鍛→③等溫正火→④粗車→⑤精車→⑥磨前滾齒→⑦去毛刺拋光,磨棱角→⑧割鍵槽→⑨熱處理→⑩磨內(nèi)孔,磨端面→⑾磨另一端面→⑿磨齒→⒀完工檢→⒁清洗→⒂送電鍍
1.4珩輪基體加工的關(guān)鍵工序是電鍍前的磨齒工序。

2珩輪基體的電鍍。
2.1修磨好的珩輪基體經(jīng)過在齒輪綜合檢查儀上檢測合格后,送電鍍車間電鍍。
2.2電鍍工藝如下:
①化學(xué)除油→②水洗→③酸洗→④水洗→⑤電化學(xué)除油→⑥水洗→⑦活化→⑧埋砂→⑨電鍍→⑩鍍后處理
2.3電鍍工藝關(guān)鍵是電鍍電源的選擇。
2.4 CBN材質(zhì)的選擇。
2.5電鍍配方的選擇。
2.6電鍍工裝設(shè)備的設(shè)計和制作。
3珩齒工藝的研究制定。
3.1 CBN珩輪只能針對某一要珩齒的零件進行珩齒。
3.2珩齒夾具要設(shè)計和制作成漲胎式珩齒夾具,以提高珩齒精度。
3.3珩齒切削液為水性切削液。
3.4珩齒切削參數(shù)的制訂。CBN砂輪最佳切削線速度為50m/S。CBN珩輪有它的特定環(huán)境,要求珩輪轉(zhuǎn)速達到1300轉(zhuǎn)/每分鐘以上。無需徑向進給,軸向走刀每件往返2行程即可。根據(jù)零件大小,珩齒時間一般在二分半鐘到四分半鐘之間。以摸數(shù)4.233、40齒、齒寬30毫米的齒輪零件為例只需三分鐘。
3.5珩齒去毛刺拋光
河南中整光飾機械有限公司專業(yè)生產(chǎn)齒輪拋光機,解決各種精密齒輪去毛刺、倒角、去刀紋,、去氧化皮、齒面根部拋光、精密拋光、鏡面拋光、降低齒部粗糙度,提高齒面光潔度等復(fù)雜性齒輪拋光技術(shù)難題。
24小時拋光技術(shù)咨詢:13674961188 免費拋光試樣
河南中整光飾機械有限公司
河南中整光飾機械有限公司專業(yè)生產(chǎn):拋光機、光飾機、拋光機械、拋光設(shè)備、自動拋光機、去毛刺拋光機、鏡面拋光機、拋光磨料、拋光液等產(chǎn)品,中整光飾 致力于精密零件去毛刺,光整,拋光一站式解決方案制造商。竭誠為用戶提供優(yōu)質(zhì)的拋光設(shè)備和先進的表面拋光處理方案。
地址:鄭州上街區(qū)工業(yè)路與昆侖路交叉口 手機:13674961188 電話:0371-68122566傳真:0371-68122877
地址:鄭州上街區(qū)工業(yè)路與昆侖路交叉口
手機:13674961188
郵箱:paoguangji@126.com 業(yè)務(wù)QQ:939351328
業(yè)務(wù)QQ:939351328
豫ICP備18030715號-1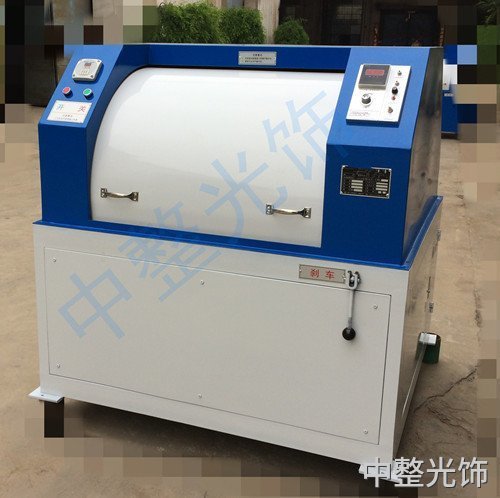






給我留言